Позвоните в службу поддержки
+86-28-83126605


Когда слышишь ?OEM приводной вал?, многие сразу думают о простой замене — взял аналогичный, поставил, и дело с концом. Но в горной технике это часто путь к простою. Потому что вал валу рознь, даже если геометрия вроде бы совпадает. Я сам лет пять назад на одной из обогатительных фабрик под Красноярском наступил на эти грабли: поставили вал от ?проверенного? поставщика, не OEM, а через два месяца работы пошли вибрации, потом трещина по шлицевому соединению. Разбирались потом — материал не тот, термообработка не выдержана циклических нагрузок от дробилки. С тех пор к вопросу подхожу иначе.
Здесь дело не в бренде, а в том, что производитель оригинального оборудования рассчитывает вал под конкретные динамические нагрузки своей машины. Возьмем, к примеру, приводные валы для вибрационных грохотов. Казалось бы, деталь простая. Но если частота вращения, масса дебалансов и жесткость опор — это система, то вал ее сердцевина. Не-OEM вал может иметь ту же длину и диаметр, но другую твердость поверхности или предел выносливости. В результате резонансные частоты смещаются, и усталостное разрушение наступает раньше расчетного срока.
У нас был случай с поставкой комплектующих для конвейерной линии. Заказчик хотел сэкономить и заказал валы на местном машиностроительном заводе. Чертежи предоставили. Но при монтаже выяснилось, что биение валов превышает допустимое в три раза. Причина — технология токарной обработки не обеспечила необходимой соосности посадочных мест под подшипники. Пришлось срочно искать оригинал. Время и деньги были потеряны.
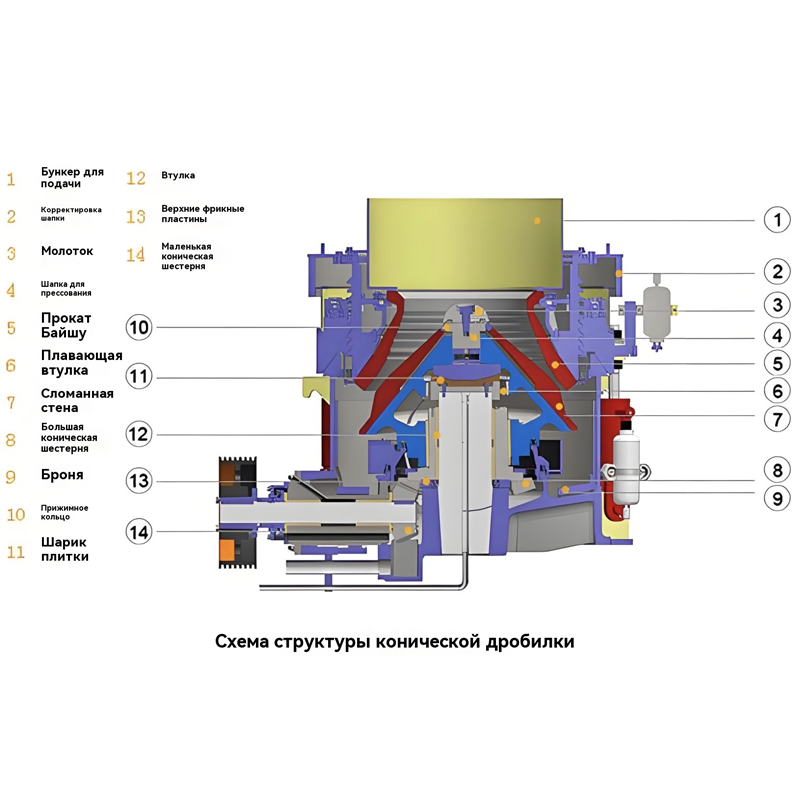
Поэтому сейчас, когда ко мне обращаются за советом, я всегда уточняю: а для какой именно модели и в каких условиях? Потому что для дробилки СМД-109 и, скажем, для питателя пластинчатого — это абсолютно разные истории по крутящему моменту и ударным нагрузкам. И иногда, кстати, OEM приводной вал от одного производителя может оказаться удачной заменой для другого, если грамотно пересчитать нагрузки. Но это уже высший пилотаж, требующий опыта и доступа к реальным испытательным данным.
Тут много стереотипов. Говорят, если сделано в Германии — то на века, а если в Китае — то вопрос удачи. На практике все сложнее. Да, европейские производители имеют долгую историю и часто безупречную металлографию. Но и цены соответствующие. С другой стороны, китайские производители за последние десять лет совершили огромный скачок в качестве. Ключевой момент — контролируешь ли ты процесс или просто покупаешь ?каталог?.
Вот, например, компания ООО Чэнду Нокте Горное Оборудование. Они базируются в Чэнду, это крупный промышленный хаб. Я знаком с их подходом не по рекламе, а по опыту коллег, которые заказывали у них комплектующие для буровых установок. Важный момент: они не просто продают, а имеют собственную инженерную команду, которая способна адаптировать чертеж под реальные условия заказчика. Это уже уровень выше, чем просто фабрика.
Их сайт rocktec.ru — это, по сути, технический портал с каталогами и, что важно, с описанием материалов и технологий обработки. Для меня, как для специалиста, наличие такой информации — признак серьезности. Когда видишь, что указана не только сталь 40Х, но и метод упрочнения (например, ТВЧ на определенную глубину), это вызывает доверие. Потому что многие поставщики эту информацию скрывают или не владеют ею.
Самая частая ошибка — замена по принципу ?такой же, только дешевле?. Начинаешь сравнивать: диаметр 120 мм, шлиц 10 зубьев, длина 1500 мм. Вроде все сходится. Ставишь. А через месяц-другой начинаются проблемы с уплотнениями или подшипниками. Почему? Потому что не учтены радиусы галтелей, чистота поверхности в местах посадки подшипника или даже тип покрытия (например, фосфатирование для удержания смазки).
Один раз пришлось разбирать узел привода мельницы из-за постоянного течи масла. Оказалось, на заменном вале (не OEM) была не та шероховатость поверхности под сальник. Производитель сэкономил на финишной шлифовке. Сальник быстро износился. Мелочь? Нет, это привело к попаданию пыли в масло и ускоренному износу шестерен.
Еще один нюанс — балансировка. Особенно для длинных валов, работающих на высоких оборотах. Оригинальные валы балансируются в сборе с муфтами или другими элементами. Заменный вал, даже идеально сделанный, может потребовать повторной балансировки уже на месте, после установки в узел. Об этом часто забывают, а потом удивляются повышенной вибрации.
Ситуации бывают разные. Например, оборудование старое, производитель оригинальных запчастей уже не существует. Или нужна модернизация, увеличение мощности привода. Тогда без перерасчета и изготовления вала ?под заказ? не обойтись. Здесь главное — найти производителя, который вникнет в задачу.
В таких случаях я обращаю внимание на компании, которые готовы работать с техническим заданием, а не только с чертежом. Как та же ООО Чэнду Нокте, которая, судя по их описанию, построена вокруг ядра опытных профессионалов. Это важно. Нужно, чтобы инженер на том конце провода задавал вопросы: ?Какая среда? Какие пиковые нагрузки? Были ли проблемы с предыдущим валом?? Это признак ответственного подхода.
Или второй вариант — локализация производства для снижения логистических издержек и сроков поставки. Если у вас парк из десятка одинаковых экскаваторов, то имеет смысл наладить контрактное производство валов по оригинальным спецификациям у проверенного партнера. Но здесь нужен жесткий входной контроль каждой партии, особенно по химическому составу металла и твердости.
Сейчас много говорят о цифровизации и предиктивном обслуживании. И здесь приводной вал перестает быть просто железкой. Он становится источником данных. Внедряются датчики для контроля крутящего момента, температуры, вибрации прямо в теле вала или в ближайших узлах. Это меняет подход к его обслуживанию. Вал можно не менять по регламенту, а по фактическому состоянию.
Это также ставит новые задачи перед производителями. Возможно, скоро OEM-вал будет по умолчанию поставляться с местом под установку сенсора или со встроенным чипом для отслеживания истории нагрузок. Компании, которые быстро адаптируются к таким трендам, получат преимущество. Те, кто остается в парадигме ?металлорежущий станок — готовое изделие?, могут отстать.
В заключение скажу так: выбор между OEM и не-OEM — это всегда анализ рисков. Для критичного оборудования, от которого зависит весь технологический цикл, я бы не рисковал. Для менее ответственных узлов или при наличии грамотного инженерного сопровождения — можно рассматривать альтернативы. Главное — понимать, что покупаешь не форму, а набор точно определенных физико-механических свойств, которые должны работать в конкретной системе. И доверять нужно тем поставщикам, которые это понимание разделяют и могут его подтвердить не словами, а технологией и готовностью к диалогу.