Позвоните в службу поддержки
+86-28-83126605


Когда говорят про упорный подшипник в контексте горного оборудования, многие сразу представляют себе просто ?железку?, которая держит осевые нагрузки. Но это упрощение, которое на практике дорого обходится. Самый частый промах — считать, что главное — это грузоподъёмность по каталогу. На деле же, если не учитывать вибрацию, ударные нагрузки переменного направления и постоянное загрязнение пульпой или пылью, даже самый дорогой подшипник выйдет из строя за считанные месяцы. У нас в отрасли это знают, но почему-то до сих пор экономят на правильном подборе и обслуживании.
Возьмём, к примеру, упорные роликоподшипники для главного вала тяжёлого грохота или дробилки. В каталогах указаны базовые параметры: динамическая грузоподъёмность, предельная частота вращения. Но в реальных условиях установки часто возникает перекос сепаратора из-за неточной посадки корпуса. Это не всегда видно сразу — оборудование работает, но через 1000–1500 часов начинается повышенный износ дорожек качения, причём неравномерный. Я лично разбирал узлы, где одна сторона упорного подшипника была почти как новая, а противоположная — с выкрашиванием. И причина не в качестве металла, а в монтаже.
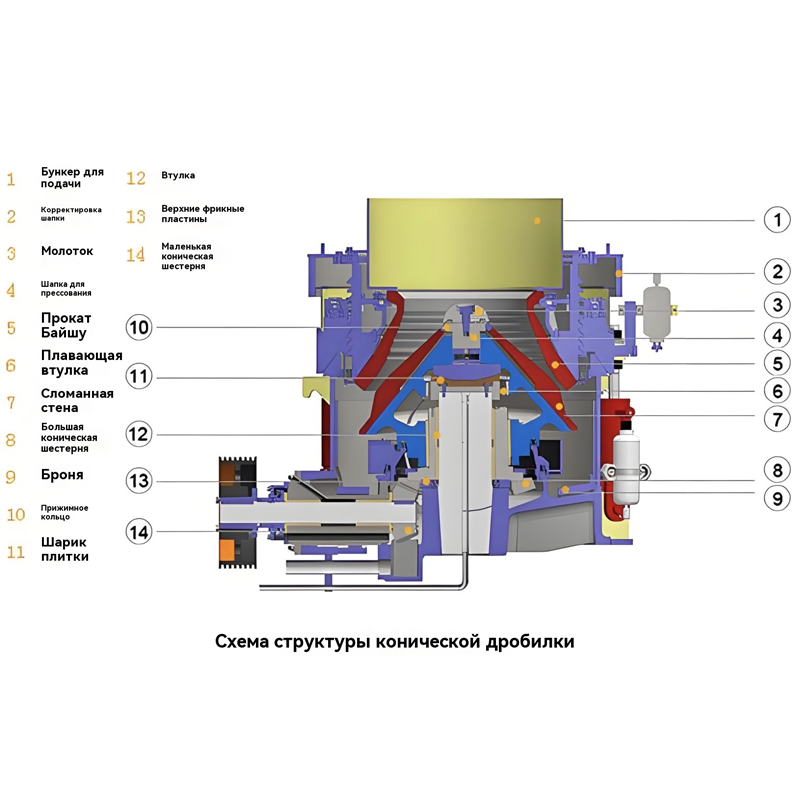
Ещё момент — тепловое расширение. В горной технике циклы нагрева и охлаждения бывают очень интенсивными, особенно в регионах с перепадами температур или при работе с горячими материалами. Если конструктивно не заложен запас на осевое смещение, подшипник ?зажимает?, растёт радиальная нагрузка, которую он не предназначен нести. Видел случаи на старых конусных дробилках, где эту проблему решали кустарно — просто стачивали часть упорного кольца. Работало, конечно, но ресурс снижался вдвое.
Отдельная тема — смазка. Для упорных подшипников в пыльных условиях классическая консистентная смазка часто не подходит — она забивается, образует пробки, каналы подачи перестают работать. Приходится переходить на циркуляционные системы с принудительной фильтрацией масла. Но и тут есть подводные камни: если фильтр не менять вовремя, абразивные частицы размером меньше номинальной фильтрации всё равно проходят и действуют как абразивная паста. Это медленный, но верный убийца любого упорного подшипника.
Помню историю на одном из угольных разрезов в Сибири. На ленточном конвейере большой протяжённости стояли упорные подшипники в приводных барабанах. Заказчик сэкономил, поставил изделия неизвестного производителя, хотя мы советовали проверенные бренды вроде SKF или, на худой конец, отечественные, но с полным комплектом испытаний. Через полгода начались отказы — подшипники буквально рассыпались. При вскрытии оказалось, что материал сепаратора не выдерживал низких температур (до -45°C) и становился хрупким. Это был не конструкционный просчёт, а именно ошибка в выборе материала для конкретных климатических условий.
С другой стороны, был удачный опыт на обогатительной фабрике, где работали с компанией ООО Чэнду Нокте Горное Оборудование. Они поставляли комплектующие для модернизации гидроциклонов. Там как раз критичны были упорные подшипники в опорах главного привода. Инженеры из Чэнду не просто подобрали модель по каталогу, а запросили данные о составе пульпы, гранулометрическом анализе твёрдой фазы, химическом составе воды. В итоге предложили вариант с усиленными лабиринтными уплотнениями и специальным покрытием наружных колец для защиты от коррозии. Ресурс увеличился почти втрое по сравнению с предыдущим решением.
Кстати, о сайте компании — https://www.rocktec.ru. Когда нужно быстро уточнить технические детали или найти аналог, я иногда туда захожу. Информация структурирована нормально, есть разделы с каталогами и описаниями, что удобно. Компания ООО Чэнду Нокте Горное Оборудование, основанная ещё в 2012 году, действительно занимает свою нишу в секторе горного оборудования. Их команда, судя по опыту взаимодействия, понимает практические нюансы, а не просто торгует железом.
Упорный подшипник редко работает сам по себе. Его состояние напрямую зависит от сопряжённых деталей. Например, от точности посадочных мест в корпусе. Если там есть биение или конусность, даже идеальный подшипник будет нагружен неравномерно. Приходилось сталкиваться с ситуациями, когда после замены подшипника на новый вибрация не исчезала. Начинаешь проверять — а оказывается, посадочное место в чугунном корпусе разбито на несколько десятых миллиметра. Приходится либо растачивать и устанавливать ремонтную втулку, либо менять весь узел. Это время и деньги.
Ещё один момент — сочетание радиальных и упорных подшипников в одной опоре. Часто в тяжёлых редукторах или приводах мельниц используют комбинированные схемы. Здесь критична точность регулировки зазоров или предварительного натяга. Если перетянуть, идёт перегрев; если недотянуть — появляется осевой люфт и ударные нагрузки. Наладчики со стажем делают это ?на слух? и по температуре, но сейчас всё чаще требуют применение динамометрических ключей и датчиков осевого перемещения. Это правильно, но не везде есть такая культура эксплуатации.
Нельзя забывать и про фундамент. Казалось бы, какое отношение имеет бетонное основание к подшипнику? Самое прямое. Если фундамент дал усадку или есть вибрация от соседнего оборудования, весь агрегат работает с перекосом. На одном из медных комбинатов была проблема с частым выходом из строя упорных подшипников в шаровой мельнице. Оказалось, что из-за вибрации от дробильного цеха, расположенного вплотную, фундамент мельницы получил микротрещины, и геометрия рамы изменилась. Устранили проблему только после установки виброизоляционных плит.
Планово-предупредительный ремонт — это хорошо в теории. На практике график ТО часто срывается из-за необходимости выполнить план по добыче или переработке. В итоге подшипники работают ?до упора?, пока не начнётся сильный шум или перегрев. Современные методы вибродиагностики позволяют отслеживать состояние по изменению спектра, но датчики стоят денег, а специалистов, которые умеют правильно интерпретировать данные, ещё меньше. Чаще всего диагноз ставится ?постфактум?, при разборке.
Интересный случай был с термоконтролем. На одном из предприятий поставили датчики температуры на корпуса подшипниковых узлов с выводом на пульт оператора. Казалось бы, всё технологично. Но операторы, загруженные другими параметрами, просто не обращали внимания на медленный рост температуры с 65°C до 80°C, пока не пошла аварийная сигнализация на 90°C. К тому моменту подшипник уже получил необратимые повреждения. Вывод: автоматизация контроля бесполезна без пересмотра регламентов работы персонала.
Что касается замены, то здесь тоже есть свои тонкости. Например, запрессовка упорного подшипника с помощью несоответствующего инструмента — прямая дорога к преждевременному отказу. Видел, как монтажники использовали кувалду и оправку из обрезка трубы, деформируя сепаратор. Или нагрев перед посадкой — греют горелкой неравномерно, вызывая отпуск металла и потерю твёрдости. Правильнее использовать индукционные нагреватели, но они есть далеко не на каждой площадке.
Сейчас много говорят о новых материалах — керамические тела качения, полимерные сепараторы, специальные стали с добавлением азота. Для упорных подшипников в горной технике некоторые из этих решений имеют потенциал. Например, керамические ролики менее чувствительны к загрязнению смазки абразивом. Но их стоимость в разы выше, и есть вопросы по ударной вязкости. В условиях, где возможны попадания крупных кусков породы или металлических предметов в узел, такой подшипник может разрушиться мгновенно, в то время как стальной — получит вмятины, но продолжит работать.
Другое направление — интегрированные системы мониторинга. Уже появляются подшипниковые узлы со встроенными датчиками температуры и вибрации, которые передают данные по беспроводной сети. Для удалённых карьеров или опасных зон это может быть спасением. Но опять же, нужно решить вопросы с энергопитанием таких датчиков и их защитой от механических повреждений и влаги. Пока это скорее штучные решения для критичных агрегатов.
В конечном счёте, выбор и эксплуатация упорного подшипника — это всегда компромисс между стоимостью, ресурсом, ремонтопригодностью и условиями работы. Универсальных рецептов нет. Главное — не слепо следовать каталогу, а анализировать реальный режим работы, историю отказов аналогичного оборудования и, что очень важно, учитывать человеческий фактор — кто будет обслуживать и как. Иногда проще поставить более простой и дешёвый подшипник, но с более частой плановой заменой, чем пытаться ?впихнуть? суперсовременное решение в условия, где его не смогут правильно обслужить. Опыт компаний, которые давно в отрасли, как та же ООО Чэнду Нокте, как раз полезен именно пониманием этой практической стороны дела, а не только техническими спецификациями.