Позвоните в службу поддержки
+86-28-83126605


Когда слышишь ?наружная втулка?, многие, даже в отрасли, думают — ну, гильза, обойма, что тут сложного? Отливка, обработка, поставка. Но на практике разница между деталью, которая отработает сезон, и той, что развалится через месяц, часто кроется в мелочах, которые в спецификациях не увидишь. Я долго считал, что главное — это точность по чертежу, пока не столкнулся с ситуацией, когда идеально по размерам изготовленная втулка на валу экскаватора ЭКГ-5А начала люфтить уже после двух недель работы. Оказалось, всё дело было не в диаметре, а в структуре материала и способе термообработки. Вот с таких моментов и начинается настоящее понимание.
Да, в документации пишут: сталь 40Х, сталь 45. Но если брать отливку с разных заводов, поведение будет разным. Одна партия может идти с повышенным содержанием серы, другая — с неоптимальным режимом отпуска. Для наружной втулки в узле вращения, скажем, в опорно-поворотном устройстве буровой установки, это критично. Я помню, мы заказывали партию у одного поставщика, всё по ГОСТу. А на стендовых испытаниях под нагрузкой пошли микротрещины. Пришлось разбираться — оказалось, в цеху экономили на нормализации, пропускали этап. Деталь вроде бы прошла ТВЧ, но сердцевина осталась хрупкой.
Сейчас мы больше внимания уделяем не сертификату, а практике. Например, для ударных нагрузок, как в молотах гидравлических, лучше идёт сталь 35ХГСА, но её сложнее обрабатывать, выше риск коробления при закалке. Приходится искать баланс. Иногда выгоднее взять более дорогой материал, но сэкономить на последующих отказах. Компания ООО Чэнду Нокте Горное Оборудование, с которой мы одно время работали, как раз делала акцент на полном цикле контроля за материалом — от выплавки до финишной обработки. У них на сайте rocktec.ru это не просто слова, они реально показывали нам результаты испытаний на ударную вязкость по партиям. Это редкий подход, особенно среди поставщиков, которые работают по принципу ?сделал-отгрузил?.
И ещё момент по материалу — износ. Часто думают, что чем твёрже поверхность, тем лучше. Это не всегда так. Слишком твёрдая наружная втулка может начать ?пилить? сопрягаемую деталь, например, вал. Нужна определённая пара трения. Мы экспериментировали с наплавкой твёрдым сплавом на внутреннюю поверхность, но это дорого и не всегда оправдано для серийных машин. Чаще идём по пути цементации на определённую глубину с последующей шлифовкой. Тут важен не только HRC, но и плавный переход твёрдости от поверхности к сердцевине.
Чертёж — это закон. Но станок — это реальность. Допуск на цилиндричность втулки даже в пару соток микрон на длине в 300 мм — это уже высокий класс точности. В полевых условиях, при монтаже, эту точность легко убить неправильным запрессовыванием. Я видел, как монтажники для экономии времени забивали втулку кувалдой вместо использования гидравлического пресса. Результат — мнимая посадка. Внешне деталь стоит, но контакт по поверхности неполный, через 50 часов работы начинается разбивание посадочного места.
Особенно коварны комбинированные втулки, где есть и наружная, и внутренняя рабочая поверхность. Допустим, для подшипников качения. Здесь соосность внутреннего и внешнего диаметра критична. Если её нет, подшипник будет работать с перекосом, перегреваться. Мы однажды получили рекламацию по быстроизнашивающимся подшипникам на конвейере. Виноватой оказалась не их сборка, а наша же наружная втулка, у которой при токарной обработке был смещён центр при переустановке заготовки. Погрешность была в пределах общего допуска на диаметр, но на соосность — нет. Теперь на такие ответственные детали всегда заказываем контроль биения.
Ещё один нюанс — тепловые зазоры. В горной технике работа идёт в широком диапазоне температур. Летом на солнце металл раскаляется, зимой — промерзает. Если расчётный зазор между втулкой и корпусом сделан без учёта этого, можно получить либо заклинивание, либо повышенный стук. В руководствах по ремонту часто дают одно значение, но для разных климатических зон его стоит корректировать. Мы для поставок в Сибирь и для поставок в Казахстан, например, используем немного разные номиналы при обработке. Мелочь, а влияет.
Самая совершенная деталь умрёт без смазки. Конструкция наружной втулки часто предусматривает канавки и отверстия для подвода масла или консистентной смазки. Но тут есть подводные камни. Если канавка сделана с острыми кромками (как часто бывает после фрезеровки), она работает как маслосъёмник, счищая смазочный слой с вала. Нужна обязательная приработка кромок, закругление. Это увеличивает трудоёмкость, и многие производители этим пренебрегают.
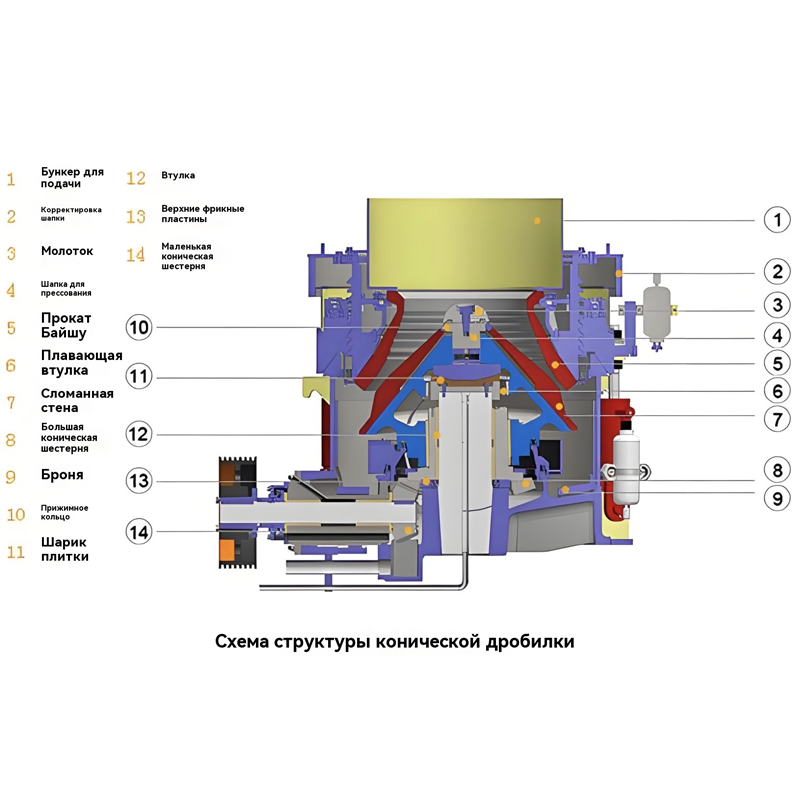
Был случай с дробилкой СМД-109. Втулки в механизме регулировки щели постоянно закисали. Разобрались — смазочные каналы были просверлены, но их выход находился в ?мёртвой? зоне, куда шприц не доставал, а при работе масло туда не закачивалось. Пришлось пересверливать под другим углом и ставить дополнительную пресс-маслёнку. После этого ресурс увеличился втрое. Это типичная ошибка конструкторов, которые чертят в CAD, но не думают о том, как механик будет обслуживать узел в грязи и тесноте.
Выбор самой смазки тоже важен. Для высоконагруженных низкоскоростных узлов (поворот платформы экскаватора) нужна одна, для высокоскоростных валов вентиляторов — другая. Универсальные литиевые смазки — это компромисс, но не всегда оптимальный. Мы рекомендуем клиентам чётко прописывать тип смазки в паспорте на оборудование. Компания ООО Чэнду Нокте, судя по их каталогу на rocktec.ru, поставляет втулки часто в сборе с узлами, и они сразу комплектуют их определёнными сортами смазки, что правильно — это снижает риск ошибки при монтаже на месте.
В идеальном мире все втулки меняются по регламенту. В реальности — их меняют, когда уже всё стучит и разбито. Отсюда главное требование — ремонтопригодность. Хуже всего, когда наружная втулка посажена в корпус с большим натягом и без каких-либо средств для извлечения. Приходится её вырезать газовым резаком, рискуя повредить корпус. Грамотное решение — предусмотреть на торце втулки резьбовые отверстия для ввёртывания отжимных болтов. Или сделать её разрезной. Да, это дороже в производстве, но в разы дешевле в ремонте.
У нас был проект по модернизации старых буровых станков. Там стояли литые втулки в стойках, которые были практически несъёмными. Мы разработали и стали поставлять составные втулки из двух половин с стяжными болтами. Монтажникам это понравилось — замена стала занимать не день, а два часа. Да, такая втулка теоретически может иметь чуть меньшую жёсткость, но для данных условий нагрузок это было некритично. Главное — удалось продлить жизнь самим стойкам, корпуса которых были уже в дефиците.
Ещё один аспект — унификация. На разных машинах одного модельного ряда часто стоят внешне похожие, но невзаимозаменяемые втулки. Отличается на миллиметр посадочный диаметр или ширина. Это кошмар для складского учёта и для ремонтников в карьере. Хорошие производители стремятся к унификации. Я заметил, что в ассортименте ООО Чэнду Нокте Горное Оборудование многие позиции как раз заточены под взаимозаменяемость с популярными моделями российских и советских машин. Это умный ход, потому что парк-то у нас в основном возрастной, и спрос на такие ?переходные? или ремонтные детали всегда высокий.
Все хотят дешево, качественно и быстро. Так не бывает. Если втулка стоит подозрительно дёшево, почти наверняка сэкономили либо на материале (вторичка), либо на термообработке, либо на контроле. Мы проходили через это. Купили партию для грохотов, цена была на 30% ниже рыночной. Через месяц пошли возвраты — втулки деформировались под вибрационной нагрузкой. Анализ показал низкое содержание углерода, материал был мягким. Сэкономили на партии — потеряли на простое оборудования и репутации.
С другой стороны, есть поставщики, которые делают отлично, но ждать нужно 4-6 месяцев. Для горного предприятия это часто неприемлемо. Поэтому важно иметь надёжного партнёра с отлаженной логистикой. Тут как раз преимущество у компаний, которые, как rocktec.ru, имеют базу в Чэнду — крупном транспортном узле. Они могут относительно быстро формировать контейнерные отправки и по ж/д, и по морю. Нам важна была стабильность поставок, а не разовая низкая цена.
Итог моего опыта прост: наружная втулка — это не расходник, а полноценный инженерный продукт. Её выбор — это всегда компромисс между ресурсом, стоимостью и доступностью. Нужно смотреть не только на чертёж, но и на историю поставщика, на его подход к контролю качества, на понимание условий эксплуатации. Лучше всего, когда производитель, как та же команда из Чэнду, сам имеет опыт в горном оборудовании и знает, что его детали будут работать в пыли, под перегрузками и при минусовых температурах. Тогда и результат предсказуем. А предсказуемость в нашем деле — это главное.