Позвоните в службу поддержки
+86-28-83126605


Если говорить о втулке главного вала, многие сразу представляют себе простую цилиндрическую деталь — типа вкладыша или гильзы. Но в реальности, особенно в горном оборудовании, это один из тех узлов, где мелочей не бывает. Самый частый прокол — считать её расходником, который можно заменить чем попало. У нас в практике был случай на обогатительной фабрике под Красноярском: поставили втулку главного вала от непроверенного поставщика, сэкономили, а через три месяца вал дал осевое биение, которое привело к остановке дробилки на две недели. Вот и вся экономия.
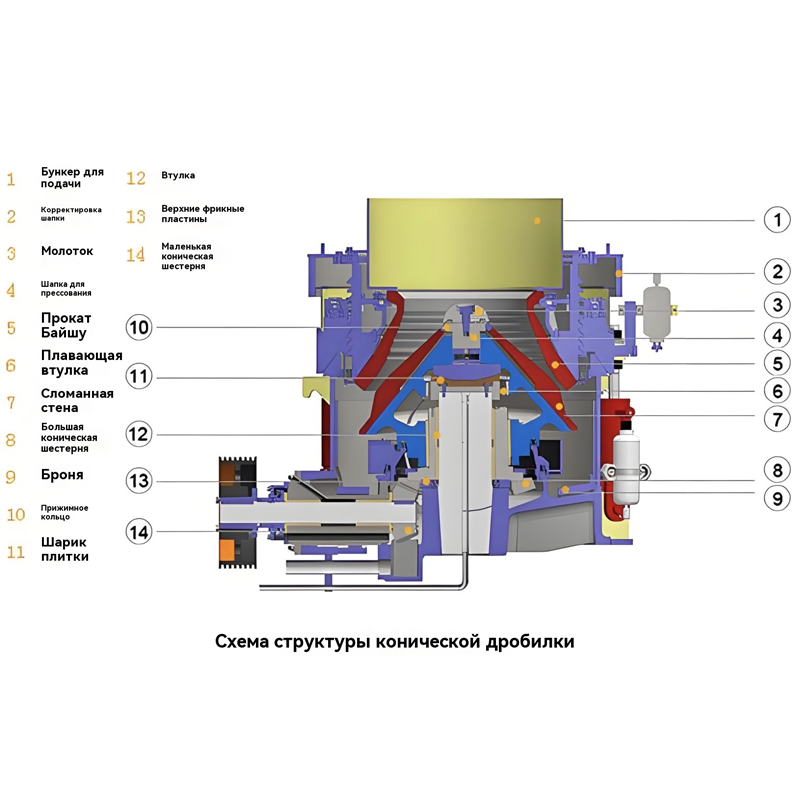
Когда начинаешь разбирать конкретные модели, например, в конусных дробилках, видишь, что втулка главного вала — это не просто толстостенная трубка. У неё часто есть внутренние канавки для смазки, а посадка — не по всей поверхности, а с определёнными зонами натяга. Если сделать её из обычной углеродистой стали без термообработки, она быстро протрется, а главное — начнёт 'прихватываться' к валу. Особенно в условиях вибрации и ударных нагрузок.
Мы как-то экспериментировали с бронзой БрАЖ 9-4 для одной из модификаций. Казалось бы, классический материал для вкладышей. Но в узле главного вала дробилки КСД-2200 она не пошла — не хватило жёсткости, появился люфт, который привёл к повышенному шуму и вибрациям. Вернулись к легированной стали 40Х с последующей закалкой и шлифовкой. Здесь важно не просто твёрдость, а комплекс свойств: износостойкость, способность гасить микросдвиги и, что часто упускают, стабильность геометрии при перепадах температур.
Кстати, о геометрии. Допуск на внутренний диаметр — это святое, но не менее важен соосность наружной и внутренней поверхностей. Если её проигнорировать, даже идеально подобранный материал не спасёт от неравномерного износа. Проверяем всегда по трём сечениям минимум.
Самая распространённая ошибка при монтаже — попытка 'забить' втулку, если она не идёт. Кажется, что посадка с натягом — значит, нужно приложить усилие. Но если она не садится от умеренного усилия гидравлического пресса, значит, либо диаметр вала не тот, либо сама втулка имеет отклонение. На одном из предприятий, с которым мы сотрудничали, механики грешили на нагрев горелкой перед посадкой. Вроде бы классический приём, но без контроля температуры можно перекалить кромки, и тогда материал теряет свойства именно в зоне наибольшего напряжения.
Правильнее — нагрев в индукционной печи до строго определённой температуры (обычно 150–200 °C, зависит от размера и материала) и быстрый, но без ударов монтаж. И обязательно дать остыть в естественных условиях, без принудительного охлаждения. Иначе возникают внутренние напряжения, которые потом аукнутся трещиной.
Ещё один нюанс — смазка при монтаже. Некоторые используют обычный солидол, но для точных посадок лучше специальные монтажные пасты на основе дисульфида молибдена. Они не только облегчают сборку, но и предотвращают коррозию в стыке, что важно для последующих разборок.
Был у нас интересный случай на щековой дробилке. Втулка главного вала менялась по графику, но через полгода работы появилась вибрация. Разобрали — видимого износа нет, но при замерах выяснилось, что сам главный вал имел остаточную деформацию (небольшой изгиб) после предыдущей аварийной перегрузки. Втулка-то была новая и точная, но она 'облегала' кривой вал, и нагрузка стала неравномерной. Пришлось шлифовать вал, а под втулку делать индивидуальную подгонку. Вывод: всегда проверяй то, на что сажаешь.
Другой пример — из практики компании ООО Чэнду Нокте Горное Оборудование. Они поставляли комплектующие для модернизации дробильного комплекса. В спецификации была втулка главного вала с особым покрытием — не просто хромирование, а комбинированное диффузионное насыщение. Заявленный ресурс был на 30% выше. Мы поставили, отработали сезон — действительно, износ минимальный. Но выяснилась другая 'болезнь': покрытие было чувствительно к определённым типам пластичных смазок. При переходе на другую смазку (более дешёвую, по решению местного механика) началось отслаивание. Пришлось вернуться к рекомендованному материалу. Это к вопросу о том, что даже самая продвинутая деталь — часть системы.
Иногда проблемы создаёт не сама втулка, а сопряжённые элементы. Например, стопорные кольца или система фиксации от проворота. Если они слабые или изношены, втулка может начать 'играть' даже при минимальном износе. Поэтому при замене втулки всегда смотри на всё, что её держит.
Работая с такими деталями, как втулка главного вала, важно иметь не просто каталог, а понимание, кто и как её производит. Мы долгое время сотрудничаем с ООО Чэнду Нокте Горное Оборудование (их сайт — rocktec.ru). Компания основана ещё в 2012 году и, что важно, специализируется именно на горном оборудовании. Это не универсальный металлообработчик, а профи. Их команда — это опытные инженеры, которые понимают контекст, в котором будет работать деталь. Географическое положение в Чэнду, с развитой транспортной логистикой, тоже плюс — поставки идут без лишних задержек, что критично при плановых ремонтах.
Но даже с проверенным поставщиком нельзя терять бдительность. Всегда запрашиваю сертификаты на материал и протоколы контроля твёрдости. Бывало, что партия вроде бы от того же завода шла с отклонениями по микроструктуре — видимо, съехала термообработка. Приёмка таких деталей — обязательный этап, не стоит верить на слово.
Что касается логистики, то для таких массивных и точных деталей упаковка — это не просто коробка. Должны быть деревянные контейнеры с жёстким креплением, защитой от влаги и ударов. Однажды получили партию, где втулки были просто переложены картоном — несколько штук имели лёгкие забоины на посадочных поверхностях. Пришлось возвращать. Теперь в договоре отдельным пунктом прописываем требования к упаковке.
Так что, если подводить черту, втулка главного вала — это деталь, которая требует системного подхода. Нельзя рассматривать её отдельно от вала, от системы смазки, от условий работы и даже от манеры эксплуатации техники. Экономия на ней почти всегда приводит к многократно большим потерям на простое и ремонте.
Мой совет, основанный на множестве, в том числе неудачных, опытов: выбирай поставщика, который не просто продаёт железо, а технически подкован и готов обсуждать детали. Как, например, ООО Чэнду Нокте Горное Оборудование — они в теме, их специалисты могут дать консультацию по сопрягаемым деталям и режимам работы. И никогда не пренебрегай входным контролем, даже если деталь идёт от старого партнёра.
И последнее: всегда имей на складе одну запасную втулку, даже если график замены далёк. В горной отрасли обстановка меняется быстро, оборудование работает на пределе, и эта, казалось бы, простая деталь может стать тем самым слабым звеном, которое остановит всю линию. Проверено не раз.